
Email format error
Email cannot be empty
Email already exists
6-20 characters(letters plus numbers only)
The password is inconsistent
Email format error
Email cannot be empty
Email does not exist
6-20 characters(letters plus numbers only)
The password is inconsistent



Die casting mold (cold chamber)
Die casting mold (cold chamber)
1. What parts are the die composed of?
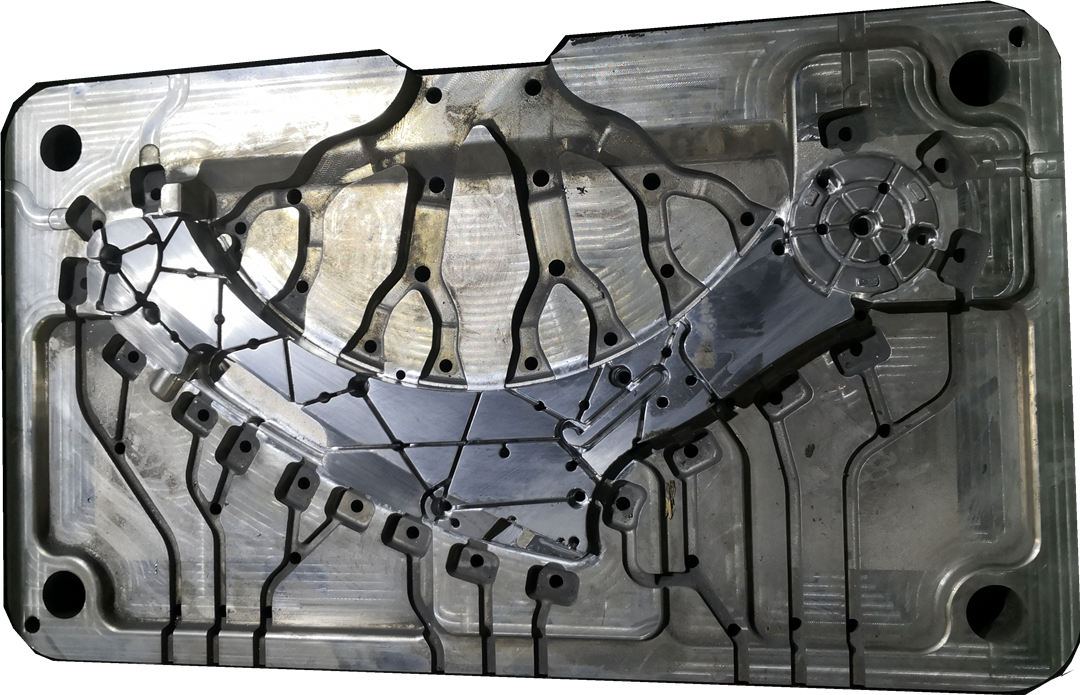
A: The structure of the die-cast mold can be divided into the following parts according to its functions: (figure below)
(1) Forming part (moving core, forming insert, core, etc.)
(2) Mframe part (movable mold splint, AB plate, bracket, and foot)
(3) Bypass system (pouring outlet cover, diversion cone, transverse pouring channel, and inlet vent)
(4) Overflow discharge system (overflow tank, steam exhaust tank)
(5) Top out mechanism (counterpane, counterpane fixing plate, top out the plate, reset rod)
(6) Guide parts (guide column, guide sleeve, middle guide column, middle guide sleeve)
(7) Core extraction mechanism (core extraction slider, inclined guide column, compact block, spring, etc.)
(8) Other (cooling system, heating system, reinforcing column, etc.)
2. What material is caused by the die-cast mold?
A: Our die-casting mold is mainly made of the following steel products:
(1) H13 (heat resistant steel) as front and rear die core, pumping core, pouring cover, diversion cone, etc.)
(2) 45 # Steel (as A, B plate, slider, inclined guide column, etc.)
(3) T8, T10 (guide column, guide sleeve, jacking, reset rod, etc.)
(4) A3 steel (front and rear mold splints, tray, pin plate, die foot, etc.)
3. What is the heat treatment hardness of the die-cast die core? What are the consequences of being too soft and too hard?
A: The maximum hardness of the die core heat treatment is: HRC45~48. The treatment is too soft (lower than HRC43), the die core is easy to collapse, deformation, and adhesive; if the treatment is too hard (higher than HRC50), the die core is easy to rupture, and some parts will reach HRC58-60 after nitride, (e. g., pouring cover, inserts, etc.).
4. What are the factors considered in die casting mold when choosing a die casting machine?
Answer: (1) Die installation (i. e., whether this die casting machine can be installed with this mold is related to the inner bar distance and position of the Corolin column);
(2) Metal liquid pouring amount (whether the capacity of the press chamber of die casting is sufficient);
(3) Molding force (when the reasonable specific pressure is adjusted, the molding force is sufficient to lock the mold);
(4) Pressure-shot specific pressure (ensuring the quality of the casting parts);
(5) Open the mode trip (can take out the product).